Quali sono i campi di applicazione?
Il software di Costantino è progettato per gestire, tra le altre, macchine utensili che consentono la lavorazione con utensile rotante e con pezzo rotante: nella prima categoria ci sono tutte le macchine utensili ad eccezione dei torni che ricadono nella seconda. Questa peculiarità consente di gestire con lo stesso software tutte le macchine utensili per la lavorazione dei metalli ed in questo particolare settore i fondatori della Isac hanno acquisito l’esperienza che poi hanno trasportato in altri campi applicativi.Costantino quindi può essere utilizzato su Torni, Fresatrici, Alesatrici, Foratrici e Centri di lavoro. Può essere utilizzato su Linee Transfer e su macchine speciali che richiedono capacità di gestire più programmi di lavorazione con un solo CNC.
Ma non è tutto: l’estrema versatilità di Costantino CNC permette inoltre di realizzare macchine molto differenti tra loro, e di implementare applicazioni molto specifiche, un esempio su tutti le cucitrici industriali.
Cosa offre Costantino?
Per consentire l’applicazione su tipologie di macchine così numerose e diverse tra loro, Costantino mette a disposizione un ambiente di programmazione del PLC (IEC61131) ed un software di programmazione (SCADA) per progettare l’interfaccia operatore, oltre alla possibilità di gestire diversi bus di campo e diverse interfacce con i servo driver e motori stepper.
La scalabilità di Costantino è confermata dall’alto numero di assi (128) e dall’alto numero di I-O (2048) che può gestire tramite bus di campo.
Il lavoro di questa categoria di macchine utensili (per la lavorazione dei metalli), viene di solito programmata con CAD-CAM che risiedono su Workstation esterne al CNC; solo in alcuni casi il CAD-CAM risiede nella consolle della macchina. Il CNC deve quindi interagire con il CAD-CAM e deve altresì garantire tutta la connettività con la rete di comunicazione della fabbrica (Ethernet TCP).
Alcune macchine devono lavorare pezzi ad alta velocità garantendo una precisione di finitura molto alta in modo da evitare successive fasi di pulitura e lappatura. Per questo il CNC deve interpolare le traiettorie con algoritmi particolari. Parimenti le macchine devono poter lavorare interpolando percorsi utensili nello spazio e con l’orientamento adeguato (lavorazioni con 5 e 6 assi).
Alcune macchine richiedono un livello di automazione molto elevato per gestire cambi utensili, carico e scarico pezzo, attrezzature per il fissaggio dei pezzi in lavorazione, pallet e tavole porta pezzo. Il CNC deve quindi garantire adeguate risorse hardware e software nell’ambiente PLC.
Galleria Immagini




Esempio di Configurazione – Tornio
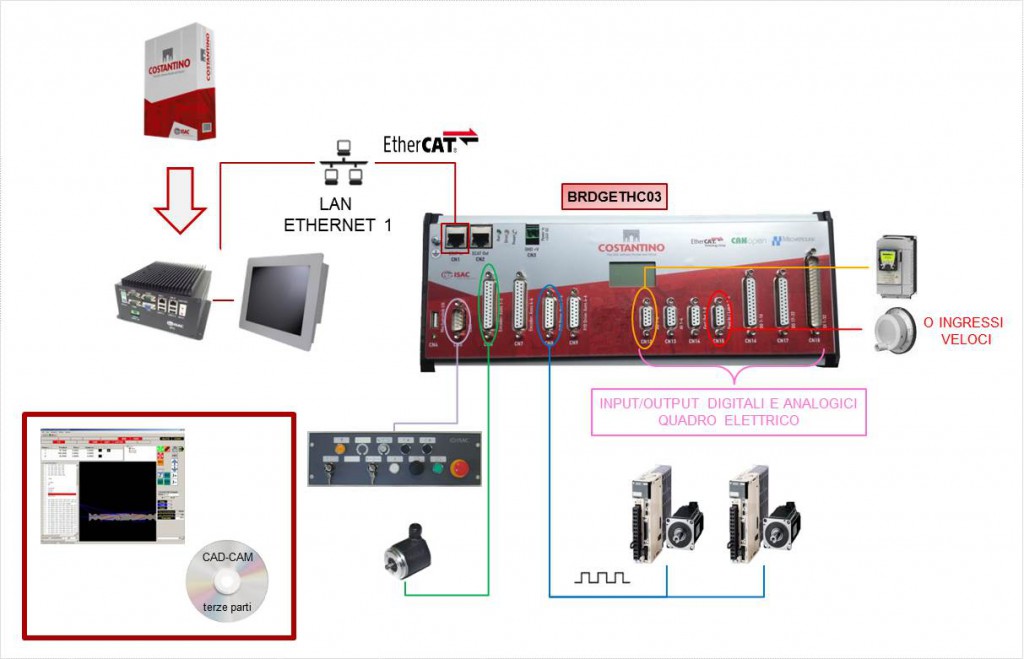
– Cliccare per ingrandire –
Esempio di Configurazione – Fresa
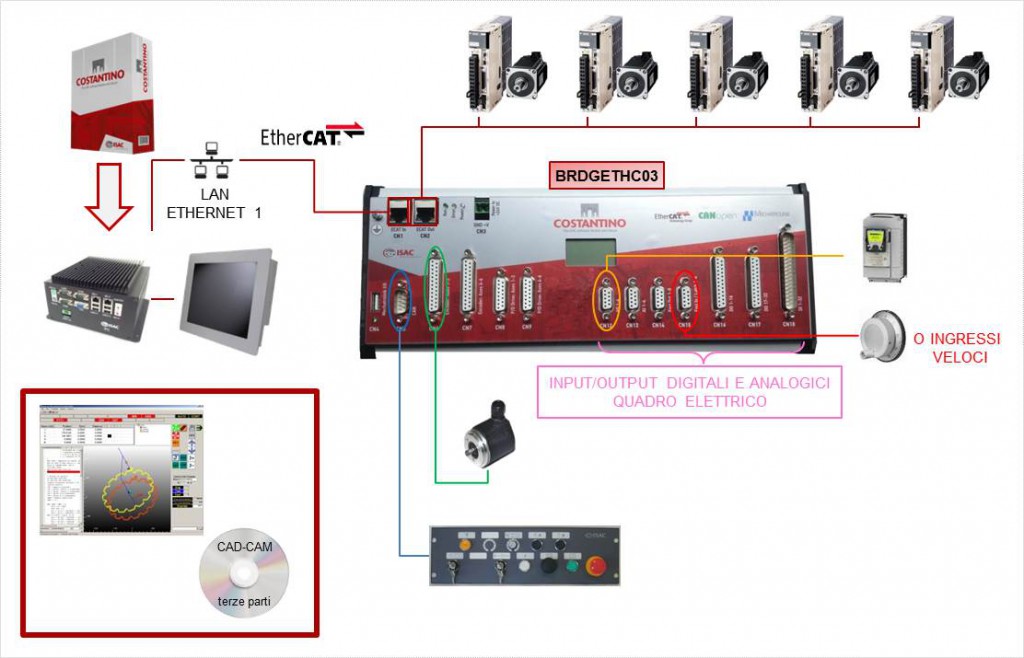
– Cliccare per ingrandire –
Esempio di Configurazione – Cucitrice
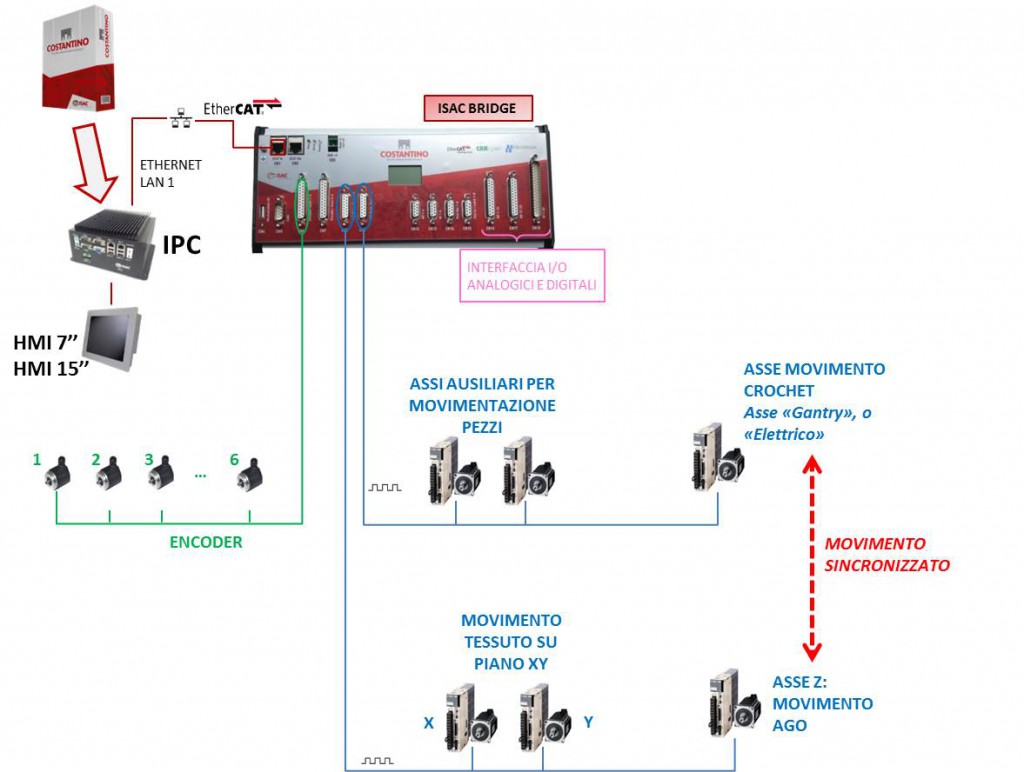
– Cliccare per ingrandire –